
































Everything You Need to Know About Piston Pumps
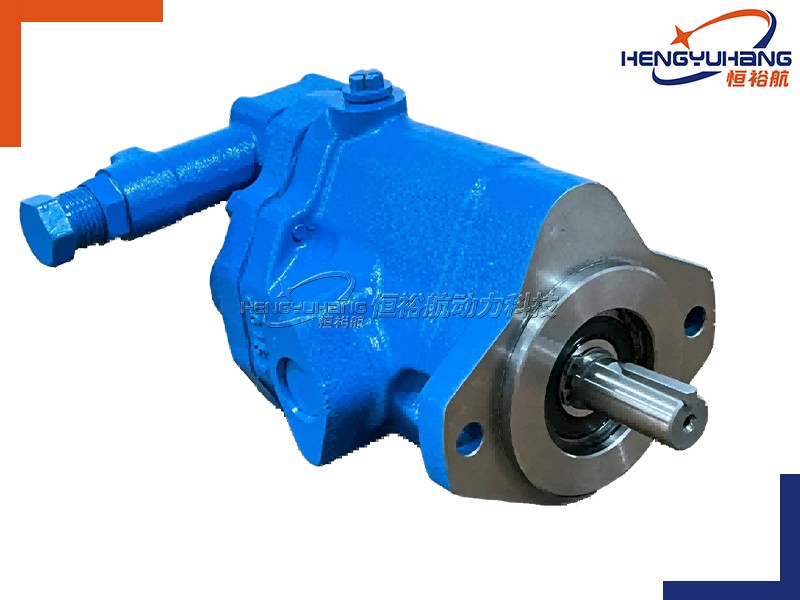
1.What is a Piston Pump
The plunger pump is a type of volumetric hydraulic pump. It achieves the intake and discharge of oil by the reciprocating motion of the piston within the cylinder, which alters the volume of the sealed chamber.
2.Working Principle of Piston Pump
(1.) Power input
The engine drives the main shaft and the cylinder to rotate synchronously. Multiple sets of pistons are assembled in the cylinder piston holes, and the ends of the pistons are tightly attached to the inclined fixed diaphragm by the return disc.
(2.)Oil suction stroke
When the cylinder rotates, the piston extends outward along the inclined diaphragm, and the internal sealed volume of the piston cylinder increases, creating negative pressure. The oil in the hydraulic oil tank is drawn into the piston cylinder through the oil suction window of the flow distributor under the action of atmospheric pressure.
(3.)Oil pressure and oil discharge stroke
The cylinder continues to rotate, and the piston is pushed inward by the inclined surface of the diaphragm. The volume of the piston cylinder rapidly decreases; the oil is continuously pressurized and discharged outward through the oil discharge window of the flow distributor.
(4.)Flow regulation
Changing the inclination angle of the diaphragm can adjust the maximum stroke of the piston: the greater the diaphragm inclination angle, the longer the piston stroke, and the larger the single-time oil suction and discharge volume, and the higher the output flow rate; when the inclination angle is set to 0°, the flow rate is 0, achieving energy-saving during no-load operation.
(5.)Flow distribution function of the flow distributor
The stationary flow distributor separates the oil into two independent oil areas for suction and discharge, ensuring that one piston is suctioning oil while the other is discharging oil at the same time, achieving continuous and uninterrupted oil supply.
Core key points
The piston pump completes oil suction and discharge through the periodic changes in the volume of the sealed cavity; pressure is not generated by the pump itself, but by the resistance of the equipment load; the variable function is the most essential difference from the constant-flow gear pump.
3.Common Applications of Piston Pump
(1.)Engineering heavy machinery (primary scenarios)
Main hydraulic pumps and hydraulic motors of excavators
Wheel loaders, bulldozers, mining dump trucks
Concrete pump trucks, asphalt pavers, rotary drilling rigs
High-altitude work vehicles, large road maintenance equipment
(2.)Mining equipment
Drilling machines, coal mining machines, large hydraulic rock drilling vehicles
Mining hydraulic supports, high-pressure hydraulic systems of crushing stations
(3.)Industrial high-pressure equipment
Hydraulic forging presses, injection molding machines, die-casting machines
High-pressure water cleaning equipment, hydraulic test benches
Large hydraulic stations, metal stretching forming equipment
(4.)Special vehicles and municipal services
Large accident rescue vehicles, heavy mobile cranes
High-pressure cleaning vehicles for sanitation, hydraulic systems of large fire engines
(5.)Ships and marine machinery
Ship steering gears, deck lifting hydraulic systems
High-pressure hydraulic power units for offshore platforms
(6.)Other heavy-load equipment
Large agricultural machinery cotton harvesters, main hydraulic systems of combine harvesters
Hydraulic systems for wind power equipment, large metallurgical equipment
4.Key Components of Axial Piston Pump
(1.)Main shaft
Power input core, connecting the engine and driving the entire cylinder block to rotate, transmitting all torque.
(2.)Cylinder / Cylinder rotor
Uniformly distributed piston holes around the circumference, with multiple pistons inside; rotating synchronously with the main shaft, serving as the carrier for forming a sealed oil chamber.
(3.)Piston / Piston rod
Core component for volume change, one end fits the inclined disc, and the other end reciprocates in the cylinder to complete oil suction and pressure application; surface is precisely plated for wear and pressure resistance.
(4.)Return plate + Sliding shoe
The return plate presses all sliding shoes tightly against the inclined disc; the sliding shoes are placed at the head of the piston, reducing friction with the inclined disc, and the internal passage is filled with high-pressure oil to form static pressure lubrication.
(5.)Inclined disc
Core fixed component controlling the piston stroke and regulating the flow rate; the inclination angle determines the pump displacement, and the variable pump is paired with a servo adjustment mechanism to change the inclination angle.
(6.)Flow distributor
Fixed at the end of the cylinder block, with arc-shaped oil suction and pressure application windows; isolating the inlet and outlet oil chambers, ensuring the piston alternately sucks and discharges oil when rotating, made of wear-resistant alloy material.
(7.)Variable adjustment mechanism
Includes servo piston, spring, control valve; through oil pressure, the inclined disc is pushed to change the inclination angle, achieving automatic flow regulation (constant pressure / constant power / load sensing control).
(8.)Pump housing and seals
The housing accommodates all internal parts, providing installation flanges and inlet and outlet oil ports; the oil seal and O-ring prevent external leakage and isolate dust and impurities.
(9.)Bearings
Supporting the main shaft and cylinder block for high-speed rotation, reducing rotational friction, and bearing axial and radial combined loads.
5.Common Faults & Troubleshooting of Piston Pump
(1.) Insufficient output flow and weak equipment operation
Fault causes
The hydraulic oil is contaminated, the piston and the valve plate are worn, and the internal leakage has sharply increased;
The oil suction pipeline leaks air, the oil level is too low, and the pump sucks in air;
The variable mechanism is stuck, the swash plate cannot reach the maximum inclination angle;
The oil suction filter is clogged, and the oil supply is not smooth;
The valve plate and the sliding shoe inside the pump are worn and cause pressure relief.
Solution
Replace the hydraulic oil and filter element, disassemble and inspect the worn parts, replace the piston / valve plate assembly;
Check the oil intake connector and oil seal, tighten the pipeline, and replenish the oil to the standard level;
Disassemble and clean the variable servo mechanism, replace the stuck spring and control valve;
Replace the blocked oil intake filter, increase the oil intake diameter;
Replace the worn sliding shoe and return disc, regrind the mating surface of the valve plate.
(2.)Abnormal running sounds, severe vibrations
Fault causes
A large amount of air mixed into the oil, cavitation noise;
Worn bearings, excessive clearance;
The piston sliding shoe falls off and collides with the inclined disc;
Excessive oil intake resistance, filter blockage;
The coupling is not concentric, causing transmission shock and vibration.
Solution
Check the intake points, evacuate the system air, and add hydraulic oil;
Replace the entire set of main shaft bearings;
Disassemble and replace the slipper and return disc, and check if the piston is broken;
Clean / replace the oil suction filter, shorten the length of the oil suction pipe;
Correct the coaxiality between the motor and the pump, and replace the elastic coupling.
(3.)Abnormal temperature rise of the pump body, high oil temperature
Fault causes
Internal parts are severely worn, high-pressure internal leakage converts into heat;
The system operates under high pressure for a long time, and the pump continuously works at full load;
The cooler is blocked, and heat dissipation is poor;
The oil viscosity is too high / too low, and the friction loss increases.
Solution
Replace worn-out pistons and valve plates, and repair internal leakage;
Reduce the system's overflow pressure to avoid long-term overloading;
Clean the hydraulic cooler to ensure the cooling flow;
Replace the hydraulic oil with the specified brand for the equipment.
(4.)External leakage (oil seepage from the housing, shaft head, end cover)
Fault causes
The main shaft oil seal has aged and worn out;
The O-ring of the end cover has aged and the installation surface has been deformed due to impact;
There are sand holes in the housing or the casting has cracked;
The tightening force of the bolts is uneven and the sealing surfaces do not fit tightly.
Solution
Replace the main shaft bearing oil seal;
Replace the entire sealing kit, and smooth out the deformed end face;
If the pump body cracks, replace it directly;
Tighten the end cover bolts evenly at 90-degree angles.
(5.)No pressure output, no oil supply
Fault causes
Motor / engine rotation reversed;
The oil suction pipeline is completely blocked, and the oil tank is low on oil;
The variable mechanism is stuck at the zero inclination position;
The transmission spline and the main shaft break, and the pump does not rotate internally.
Solution
Swap the two-phase lines of the motor to correct the direction;
Clear the oil suction pipeline and add sufficient hydraulic oil;
Disassemble and clean the variable control valve and servo piston;
Replace the broken main shaft and transmission spline.
(6.)Variable adjustment failure (flow cannot be adjusted)
Fault cause
The valve core of the variable control valve is stuck;
The seal of the servo piston is damaged and leaks internally;
The control oil circuit is blocked and there is no pilot pressure;
The support seat of the swash plate is worn and stuck.
Solution
Disassemble and clean the control valve, replace the worn valve core;
Replace the sealing ring of the servo piston;
Clear the control oil circuit, replace the pilot filter element;
Replace the worn support component of the diaphragm.
6.Advantages and Disadvantages of Piston Pump
Advantages
(1.)Strong bearing capacity
The rated working pressure can reach 35-42 MPa, far exceeding that of gear pumps, and is suitable for heavy-duty and high-pressure hydraulic equipment.
(2.)High volumetric efficiency
Under high-pressure operation, internal leakage is extremely small, energy loss is low, and it is more energy-efficient under long-term heavy-load conditions.
(3.)Variable regulation support
The output flow can be adjusted by changing the inclination angle of the slider, providing oil supply as needed. Zero discharge can be achieved when unloaded, significantly reducing energy consumption.
(4.)High power density
Under the same output flow, the structure is compact, and the output power per unit volume is greater.
(5.) Good performance in heavy-load conditions
The slanted shaft type and large displacement models can withstand impact loads, suitable for continuous high-intensity operations in mines and construction machinery.
Disadvantages
(1.)The structure is highly complex and costly.
The internal pistons, valve plates, sliding shoes, and variable mechanisms are all high-precision components. The procurement and maintenance costs are much higher than those of gear pumps.
(2.)Extremely sensitive to oil cleanliness
Fine impurities will quickly scratch the pistons, valve plates, and sliding shoes, easily causing internal leakage and failure. A highly precise filtration system must be matched.
(3.)High maintenance threshold
Disassembly and assembly require strict processes and precise clearance accuracy. Ordinary maintenance personnel are unable to repair it.
(4.)The running noise is relatively large
Compared to medium and low-pressure gear pumps, the vibration and noise are more obvious under high-speed and high-pressure conditions.
(5.)Poor cold-temperature adaptability
At low temperatures, the viscosity of the oil increases, the suction resistance increases, and cavitation and suction failure are prone to occur.
7.How to Select a Suitable Piston Pump
(1.)Determine the system working pressure
Calculate the continuous working pressure and peak impact pressure of the equipment;
The rated pressure of the pump ≥ the system's continuous working pressure × 1.2 - 1.3 safety factor;
For mines and heavy-duty crushing equipment, the 42MPa high-pressure model is preferred; for ordinary construction machinery, the 35MPa standard model is selected.
(2.)Calculate the required displacement and flow rate
Flow formula: Flow (L/min) = Displacement (ml/r) × Input speed (r/min) ÷ 1000;
Calculate the minimum required flow rate based on the action speed of the cylinder/motor, and match the corresponding displacement;
Intermittent light-load equipment can choose a variable pump, and for long-term constant-flow working conditions, a constant-piston pump can be selected.
(3.)Differentiate pump structure types
Swing-disc axial piston pump: Small in size, moderate cost, mainstream for excavators, loaders, and truck cranes;
Swing-axis piston pump: Strong resistance to impact loads, suitable for mining, rotary drilling rigs, etc., with large vibrations;
Radial piston pump: Ultra-high pressure scenarios (hydraulic presses, water cutting).
(4.)Match variable control methods (for variable pumps only)
Constant power control: Main pump for excavators, automatically reduces flow when load increases to protect the engine from stalling;
Constant pressure control: Pressure-holding equipment, injection molding machines, maintain constant system pressure;
Load sensing LS control: Energy-saving construction machinery, outputs flow as needed;
Manual electro-pneumatic proportional regulation: Automated hydraulic station, precise remote speed adjustment.
(5.)Verify installation interface dimensions
Input flange specifications, main shaft spline / flat key dimensions;
Inlet and outlet oil port threads (metric / imperial);
Install and fix the installation position to ensure direct replacement without modifying the frame.
(6.)Confirm rotation direction and speed range
Distinguish clockwise / counterclockwise rotation, incorrect rotation direction will result in no oil pressure output;
Strictly follow the manufacturer's rated speed; overspeed will aggravate the wear of the sliding shoe and bearing.
(7.)Oil and working condition compatibility
For ordinary mineral hydraulic oil, NBR nitrile rubber seals are selected; for high-temperature / synthetic hydraulic oil, FKM fluororubber seals are selected;
For low-temperature environments, low-temperature-specific hydraulic oil should be used to reduce oil suction resistance;
In dusty harsh working conditions, install high-precision oil suction and return filterers.
(9.) Budget and maintenance conditions
For small equipment and limited budget, domestic substitutes can be selected; for 24-hour continuous heavy-load, high-precision equipment, priority is to use original imported parts, and at the same time, assess whether there is professional piston pump maintenance capability in the local area.
8.Daily Maintenance of Piston Pump
(1.)Hydraulic oil cleanliness control (the core maintenance item)
Regularly test the contamination level of the oil. If the contamination exceeds the standard, replace the oil immediately. At the same time, also replace the oil suction filter, return oil filter, and pilot filter element.
The oil filling and oil replacement tools must be cleaned thoroughly. It is prohibited to mix in impurities and water into the oil tank.
The ventilation respirator of the oil tank should be cleaned regularly to prevent dust from entering the oil through the air.
It is strictly forbidden to mix different brands and different models of hydraulic oil. Avoiding the deterioration of the oil and the formation of gum that causes wear on precision parts.
(2.)Pre-shift machine startup inspection
Check the oil level in the oil tank. The oil must be within the upper and lower limits of the scale. If there is insufficient oil, replenish the same specification hydraulic oil in time.
Check for oil leakage or oil seepage at the pump body, pipeline, and valve block. Focus on checking the oil seal at the shaft end and the sealing area of the end cover.
Check if the oil connection joints of the oil suction pipeline are loose and leaking air. Inlet air can cause cavitation, noise, and insufficient flow.
Start the equipment without load, run at low speed for 2–3 minutes to discharge the accumulated air in the system.
(3.)During operation inspection
Listen for abnormal sounds from the pump body: If there are sharp whistling or impact sounds, stop the machine immediately to investigate.
Monitor the oil temperature: Normal working oil temperature is 30–60℃. If it exceeds 70℃, stop the machine for inspection of the cooling system and internal leakage faults.
Observe the force of the equipment's operation. If the operation becomes slow or weak, it indicates internal leakage or variable mechanism failure of the pump.
Avoid long-term full pressure and overload operations to reduce the wear of the piston, flow distributor plate, and inclined plate.
(4.)Regular inspection after shutdown
Fasten the pump installation flange, pipeline joints, and end cover bolts, and use a diagonal and uniform locking method.
Clean the mud and dust on the pump body surface to ensure the heat dissipation channel is unobstructed.
Check if the elastic buffer pad of the coupling is cracked or worn, and correct the coaxiality of the motor and pump.
Check if the variable control pipeline and pilot oil pipe are aged and cracked, and replace the damaged oil pipes in time.
Clean the variable servo piston and control valve valve core, remove oil sludge and impurities.
Re-adjust the bearing clearance and inclined plate clearance to restore the pump's volumetric efficiency.
(5.)Regular disassembly and major repair
It is recommended to disassemble and inspect after continuous operation for 2000–3000 hours. Replace the complete set of sealing components.
Check if the piston, sliding shoe, flow distributor plate, and inclined plate have scratches or wear. If the wear exceeds the standard, replace the entire set.
Clean the variable servo piston and control valve valve core, remove oil sludge and impurities.
Re-adjust the bearing clearance and inclined plate clearance to restore the pump's volumetric efficiency.
(6.)Long-term storage and maintenance after shutdown
Empty the old oil in the pump, add a small amount of anti-rust hydraulic oil.
Seal the inlet and outlet oil ports to prevent water vapor and dust from entering the internal cavity.
Store in a dry and ventilated environment to avoid rain and rust in the open air.